Page 1 of 1
Quality of welds opinions
Posted: Wed Jun 14, 2017 4:31 am
by Brettm357
So having watched videos and read articles these are my some of my first mig beads opinions if they look ok
Probably not the best view


Re: Quality of welds opinions
Posted: Wed Jun 14, 2017 8:47 am
by Farmwelding
I am seeing no images my self. Try again to post them.
Re: Quality of welds opinions
Posted: Wed Jun 14, 2017 9:37 am
by Brettm357
That worked
Re: Quality of welds opinions
Posted: Wed Jun 14, 2017 10:48 am
by cj737
The heat/fusion looks pretty good for what you've done. Travel looks consistent. Only comment I'd make is: when you first initiate your puddle, notice that the head is "colder" and the edges are not fused in as much. This is the nature of MIG; cold start. To avoid this, initiate the puddle slightly ahead, then sweep back and come over your start. That allows the metal to get up to temp quickly enough or the puddle to be fused from the get-go.
It's a very minor "criticism" and overall, they look really good. Perhaps a touch more cleaning prep on your test pieces too

Re: Quality of welds opinions
Posted: Tue Jun 20, 2017 5:33 am
by Brettm357
Re: Quality of welds opinions
Posted: Tue Jun 20, 2017 9:53 am
by Artie F. Emm
What is your voltage setting? The Miller weld calculator,
https://www.millerwelds.com/resources/w ... calculator
...says wire feed speed for 3/16" steel is should be at 320-340 inches per minute. I just guessed 3/16"- what's the actual thickness?
Re: Quality of welds opinions
Posted: Tue Jun 20, 2017 10:00 am
by cj737
From a "hyper critical" point, your travel speed and motion looks very consistent and good. But your weld looks concave and some of the toes along the top show signs of undercut. With those 2 aspects in play, I'd increase the wire speed and loiter a tad longer above the weld.
And that's being very critical... overall they look really good.
Re: Quality of welds opinions
Posted: Tue Jun 20, 2017 10:07 am
by Brettm357
3mm plate 1/8 inch not sure on voltage its on number 4 out of 6
If i turn wire speed up will that create more spatter and do i have too much now
Re: Quality of welds opinions
Posted: Tue Jun 20, 2017 11:44 pm
by cj737
Brettm357 wrote:3mm plate 1/8 inch not sure on voltage its on number 4 out of 6
If i turn wire speed up will that create more spatter and do i have too much now
Spatter can be caused by too much or not enough wire speed. I am looking at the fillet weld and undercut as an indication of too little wire speed. Pure and simple.
If you were to cut a section or 2 through that piece, and etch it, I think you will see the weakness in the weld due to lack of fill.
As for resolving spatter, a simple spray on the pieces with Pam Cooking Spray, Anti-Spatter, or the like will allow you to simply knock them off with a flat edge. The pieces of metal you are testing with also appear to be rather pitted. So if the piece is corroded or impregnated with gunk, despite grinding it clean, the heat from welding will cause spitting too.
Hard to diagnose much with so little info or glimpses.

Re: Quality of welds opinions
Posted: Fri Jun 23, 2017 4:52 am
by Brettm357
So i increased the Wire speed had to also increase the voltage setting and produced 2 awesome welds with not undercut
Turned metal over tried again and it was like i had no power arc would try to start but could not get a continuous bead
Turned up voltage would burn wire to the tip - turned up wire speed would push it too fast and could feel it in the headpiece
Have searched the internet for something similar - any possible opinions eg; bad earth, diodes ?? can the gun cause this problem
Re: Quality of welds opinions
Posted: Fri Jun 23, 2017 8:19 am
by cj737
Sounds like a bad ground, or the metal was not cleaned up enough preventing the arc from starting?
Re: Quality of welds opinions
Posted: Fri Jun 23, 2017 9:53 pm
by Brettm357
OK now im confused decided to replace liner it had been cut so short the end was inside the torch headpiece replaced and cut to length so it was just inside of diffuser
Unplugged earth lead and checked resistance moving it to make sure i had continuous connection
Adjusted Roller tension
Fired Mig up and grabbed some rusty metal plates - It starting working again
Tried to make it have a bad earth could not get it to happen - Anything else i should be checking

Re: Quality of welds opinions
Posted: Sat Jun 24, 2017 7:59 am
by cj737
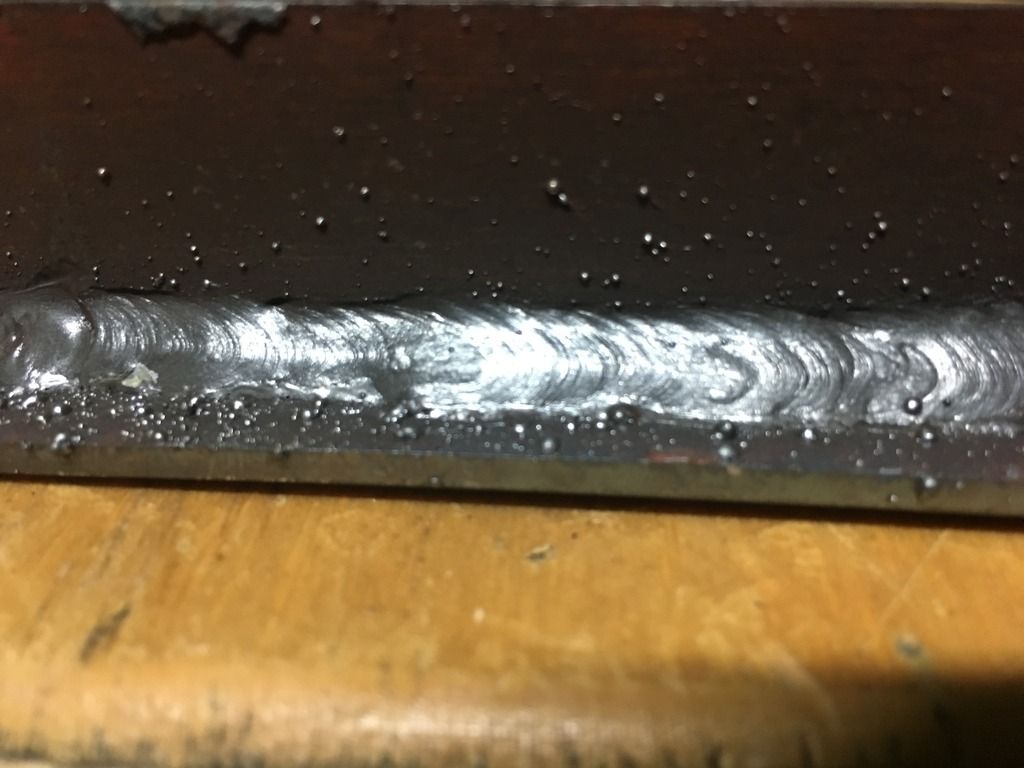
Is your latest question, "why is it now working?" Or does it still not work? Your pictures show it is working and you're welding on unprepped rusty metal. If you're having any arc quality issues welding, clean the metal! MIG is not very tolerant of rust and dirt and scale. It will get through it with enough heat, but the weld is compromised.
Or is your latest picture an example of the spatter and that's what you're trying to resolve? Again, clean the metal. Plus MIG will spatter some and the contact-work-distance (arc length theory) greatly effects the spatter. You might have too much stick out and be holding too far off the metal?
A picture is worth a thousand words, but this picture limits answers to speculation.
Re: Quality of welds opinions
Posted: Sat Jun 24, 2017 2:55 pm
by Antorcha
The bacon fry theory is actually FACT Get a buddy to turn that wire up very slowly as you weld.That spatter will vanish.Wire speed is everything when MIGing.. Even more critical with 100% CO2
Re: Quality of welds opinions
Posted: Sat Jun 24, 2017 9:12 pm
by homeboy
Have you tried welding a fresh new piece of metal with no possibility of some kind of contamination from some compound that it was in contact with?
Re: Quality of welds opinions
Posted: Sun Jun 25, 2017 2:08 am
by Brettm357
I can see now how confusing i made my last post what i was trying to ask was
I replaced liner, adjusted roller tension and unplugged earth check resistance then plugged back in - and now welder works
Should i be checking anything else before i continue to use it
The pictures i attached where for an opinion now that i have it working and have adjusted wire speed and voltage up
And not sure if easy to see but is the weld the right size for 1/8 thick metal
Re: Quality of welds opinions
Posted: Sun Jun 25, 2017 8:59 am
by Poland308
Liners that are too short or just fouled up can cause the wire feed issues you were describing. That may be the only thing that was wrong. Even if you blow them out or clean them it's still possible that the wire may have cut a groove in the liner that left a ridge you were getting stuck on. Check the guides around your feed wheels they may also get cut from the wire and cause similar issues. Wheels can also get worn out. The grove can get deep enough over time that the face of the wheels touch before there is enough tension to drive the wire. This is usually a problem only after several thousands of pounds of wire. But on an older machine that's been constantly used with little or no cleaning it can happen faster.
Re: Quality of welds opinions
Posted: Sun Jun 25, 2017 1:29 pm
by PeteM
Looks a little big for 1/8" thick metal. The weld only needs to be the thickness of the metal.
For the sake of practice you can make them any size you like, but its also good practice to get them to the "right" size, what ever that may be. Welding wire is pretty expensive relative to the cost of steel and a lot of places appreciate the efficiency of a correctly sized bead. There's also the issue of sizing/fitting with parts of assemblies where over sized welds can cause problems and need ground down. That gets time consuming and expensive.







