I started welding some AL posts today, about 14 of them and more likely 50 more to come. Everything started fine, and my first pieces were pretty good and all went according to plan. then things started to fall apart, not literally, but the welds looked like crap. First i went through like 4 tips, and before today i was using the same tip we've had for the last 4 years. I would get random burn backs, or ( I think it was arc blow) the spray would just start sticking to one side of the weld. I had figured the contact tip was over heating as it was turning purple, so . . . . I would dunk it in water. it cooled it down and I'd feed out a few inches of wire, but then the next weld would be horrible so i stopped doing that.
Other than my problems, I am just not sure what to make of my welds, like are they supposed to look like this? is a jet of black soot at the end normal? there was was lot of starts and stops and tight angles. it is 3"x1.5" 6061 channel on an unknown 1/4 6"x6" plate with 3/64 4043 wire


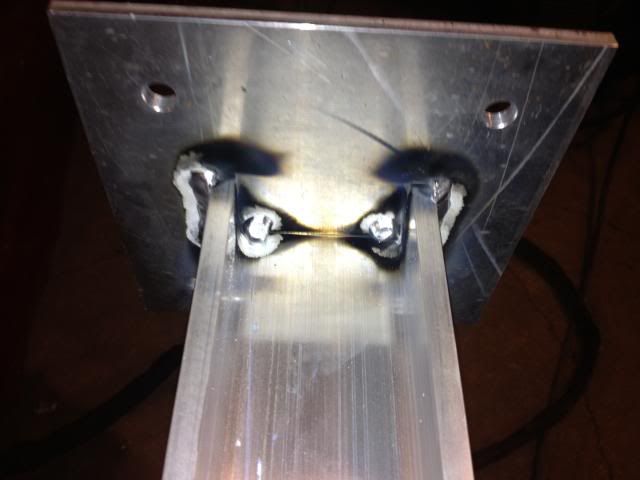

the welds are strong, i took a sledge hammer to a sample in the vice and wrecked the channel instead and no cracks in the weld at all.







