There's a topic that needs some input from those with spray-arc welding experience...
Page six is the only page relavent to spray-arc.
http://forum.weldingtipsandtricks.com/v ... 522#p15522
Thanks,
Steve S
mig and flux core tips and techniques, equipment, filler metal

- Otto Nobedder
-
Weldmonger

-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
welderkid556
- welderkid556
-
Active Member

-
Posts:
-
Joined:Sat May 11, 2013 1:21 am
well since we have this spray arc page i think we should use this page just for that. i got a argon co2 tank of 90 10 already, boss gave me 250 bucks just for the tank. it made a different for spray transfer and its a nice smooth arc and i have the voltage lower than i had to have it before and it isnt killing my gloves off anymore and also less smoke and crap floating in the air. the undercut i was getting before is also gone which i do like. the correct gas for a certain job does make a difference. thanks for the help fellas.
- Otto Nobedder
-
Weldmonger
-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
That's a good idea... to keep a topic on spray-arc near the top.
I'd like to learn more.
Steve S
I'd like to learn more.
Steve S
welderkid556
- welderkid556
-
Active Member
-
Posts:
-
Joined:Sat May 11, 2013 1:21 am
hey guys and girls, if there are any girls, welcome. this 90/10 gas mix is working beautiful, nice smooth arc and beautiful. but i was wondering, i now have 3 tanks. one tank is 75/25 ar/co2 for my 220 airco mig, the second tank is 90/10 ar/co2 also for my 220 mig, and for aluminum on my tig rig i have 100% argon. now my question is how does co2 affect or do anything for welding and the same for argon. in a mix tank does argon cool the puddle to a certain degree and does co2 heat up the puddle? i use to use straight co2 on my small hobart long ago and it was very hot even in a 110 machine which is good for penetration but the looks of the welds werent too pretty or up to my standard anyways. i use just the argon for tig. but at what point does the gas make the puddle turn from short circuit type of weld to spray? i mean like what percentage of gases does make it change the arc and puddle.with this 90/10 gas the ripples are almost non-existant. when i run 75/25 i get fine ripples. im still young and learning and i want to be the best i can. thank you for the replies, and future replies.

Spray transfer doesn't get the freeze lines like short arc. The hotter puddle with spray tends to flow out to a smooth uniform bead. You can get some rippling by angling the gun back into the puddle a few degrees and working the gun with a forward and back motion.
The more CO2 the more penetration.
Try the 90-10 on short arc when welding thinner than 16 ga. You might just like the results.
The more CO2 the more penetration.
Try the 90-10 on short arc when welding thinner than 16 ga. You might just like the results.
welderkid556
- welderkid556
-
Active Member
-
Posts:
-
Joined:Sat May 11, 2013 1:21 am
thanks rake. but my big machine will not do anything below 1/4 inch steel, it simply has a mind of its own, the longer i hold the trigger the hotter she gets. with my 110 machine i could try it but not with the 220. so what your saying is co2 gets more penetration than a blush tank(ar/co2) mix? if thats true then why does the 90/10 spray have a deeper spike than with straight co2 and seems so much hotter and has a better bead appearance? i simply do not think straight co2 is good for production in my opinion because its messy from wat i used out of the 7 tanks i ran with co2. i simply do not understand the heat difference between 90/10 and just straight up co2? they seem to have the same heat from what ive used on my home machine, ive never seen an industrial machine rigged up with a huge tank of co2.... yet. im not saying your wrong, im just wondering whats the penetration difference between straight up co2 and the 90/10.
- Otto Nobedder
-
Weldmonger
-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
I think rake was comparing 90/10 to 98/2, or some other mix with less than 10% CO2.
Straight CO2 is for fixing your neighbor's mower deck on the cheap, short-circuit MIG only.
Steve S
Straight CO2 is for fixing your neighbor's mower deck on the cheap, short-circuit MIG only.
Steve S
Straight CO2 is also good with fluxcore. Even the "gassless" flux core wire works well with the added CO2 shielding. Careful though it does run hotter.
Yes, you need the argon for spray.
Yes the 90-10 works in place of the 92-08 in a pinch. One of my local suppliers was selling 94-06 for thin carbon sheet metal.
High argon/low CO2 in short arc will decrease the penetration and run "cooler". Try some 90-10 on your little machine with some
.023 and then switch up to 75-25. You'll notice the difference.
Yes, you need the argon for spray.
Yes the 90-10 works in place of the 92-08 in a pinch. One of my local suppliers was selling 94-06 for thin carbon sheet metal.
High argon/low CO2 in short arc will decrease the penetration and run "cooler". Try some 90-10 on your little machine with some
.023 and then switch up to 75-25. You'll notice the difference.
welderkid556
- welderkid556
-
Active Member
-
Posts:
-
Joined:Sat May 11, 2013 1:21 am
my only options for the blush tanks are 75/25 ar/co2 and the 90/10. those mixes are the same price roughly. any other mix that i would want they can order it for me but there would be an added on convenience fee of $100.00 so yeah i dont need to pay an extra 100 dollars for a tiny tiny difference in performance. my 140 hobart handler only has the drive rolls for .030 and .035. i dont do much thin stuff so it wouldnt be worth the money for a smaller drive roll. if i need to weld thin thin sheet metal i have an everlast powertig 200dx. the hobart is mainly for the .035 self shielded flux core for welding outside. my welding school instructor told us to 'never' run any type of gas with self shielded wire because it will or could possibly contaminate the weld puddle and the flux wouldnt do its job but i have never and dont plan on trying it it because the self shielded wire is expensive enough as it is and no need to waste precious gas when it already costs us a fortune in this area.
welderkid556 wrote:my welding school instructor told us to 'never' run any type of gas with self shielded wire because it will or could possibly contaminate the weld puddle and the flux wouldnt do its job but i have never and dont plan on trying it it because the self shielded wire is expensive enough as it is and no need to waste precious gas when it already costs us a fortune in this area.
Sorry but normal atmosphere would be a lot more detrimental to a weld puddle than a cover shield of CO2
We did it a lot in the shipyard. Ran it gasless on junk like platforms and angle iron and turned the CO2
on with the same wire to weld more critical components. With gas we'd get a smoother, flatter and more
uniform looking bead. Also, the slag fell off with minimal effort when using gas. Also found that we could
weld heavier plate with the gas on. Don't know where you are but, around here, CO2 is not expensive. If cost
is your main concern then get a stick welder. It works well outside, electrodes are cheap and it's actually very
versatile. Downside? It requires a bit more skill than just pointing and shooting with a mig gun.
welderkid556
- welderkid556
-
Active Member
-
Posts:
-
Joined:Sat May 11, 2013 1:21 am
the gas i was refering to for being pricey is the mixed gas. such as the 90/10, they want around 50$ more for a mixed gas than they would straight co2. stick welding is not an option in any way shape or form with my situation. dont have a big enough generator or a big generator/welder, i dont do enough outdoors welding so it wouldnt be worth the money and also i hate stick welding, it just seems way too out of date and i hate when the rod sticks to the work peice its a pain in the ass. i get more production out of my little 110 mig than i ever got out of a big diesil miller bobcat or trailblazer. i cant spend all day removing a stuck rod from the work peice, i simply do not do stick welding its out of date to me. this flux core wire for outdoor use is just as good as stick if not better and it doesnt leave arc strikes either. i called up lincoln yesterday and asked their technician about the self shielded wire and he told me DO NOT use any gas with it. but if your going to be running gas with your fluxcore wire then why not just get esab dualshield like everyone else???
=====welderkid556 wrote:the gas i was refering to for being pricey is the mixed gas. such as the 90/10, they want around 50$ more for a mixed gas than they would straight co2. stick welding is not an option in any way shape or form with my situation. dont have a big enough generator or a big generator/welder, i dont do enough outdoors welding so it wouldnt be worth the money and also i hate stick welding, it just seems way too out of date and i hate when the rod sticks to the work peice its a pain in the ass. i get more production out of my little 110 mig than i ever got out of a big diesil miller bobcat or trailblazer. i cant spend all day removing a stuck rod from the work peice, i simply do not do stick welding its out of date to me. this flux core wire for outdoor use is just as good as stick if not better and it doesnt leave arc strikes either. i called up lincoln yesterday and asked their technician about the self shielded wire and he told me DO NOT use any gas with it. but if your going to be running gas with your fluxcore wire then why not just get esab dualshield like everyone else???
WK556.
Stick welding takes more time to get use to as compared to the wire feed processes. After about eight years on the job a stick welder starts to become good, then continually gets better, until the eyes go and/or the shaking starts.
There are pros and cons for each process, and there are a lot of processes.
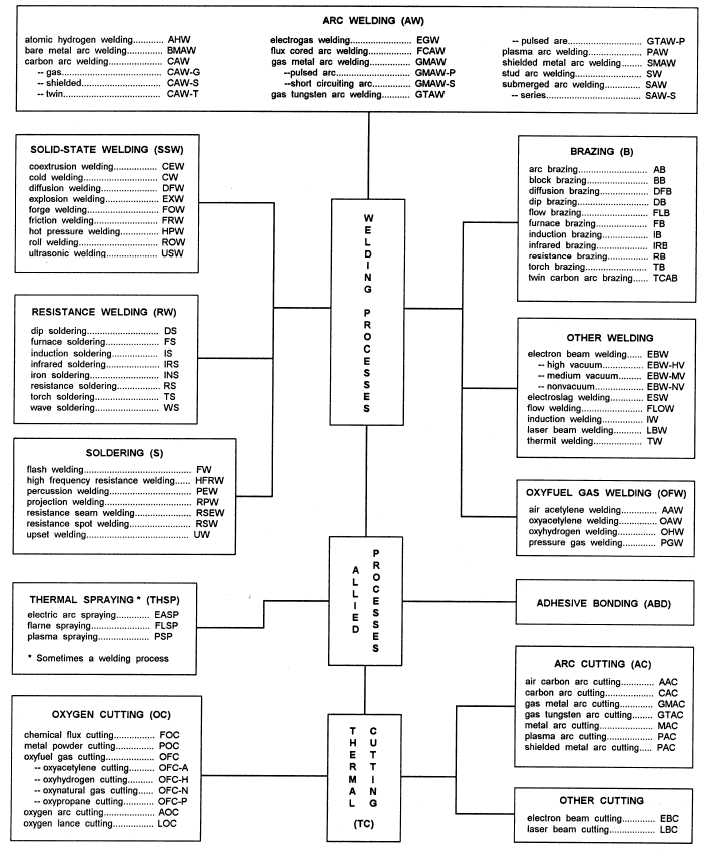
http://constructionmanuals.tpub.com/142 ... 0_40_1.jpg
Just to mention a few of the 'arc welding' processes:
Stick
Tig - manual feed
Tig - wire feed
Fluxcore without gas
Fluxcore with gas
Mig/Mag
Cored wire
You may want to make a comparison of the fluxcore, fluxcore with gas, mig/mag, and cored wire welding, to help clarify.
Likewise, the difference voltages (110, 220, 380, etc.) of welding machines will have their pros and cons.
Ark strikes are not allowed on many jobs when stick is being used. The arc strike will need to be removed and the repaired spot will often be tested. If the arc strike is bad enough, then the section of pipe is cut out and rewelded. If the welder continues to make arc strikes, then the welder is normally removed.
Tanks for the comment.
Alexa
Alexa
You forgot Sub-arc!
Back in my shipyard days I was certified in:
Stick
tig
mig (short arc, pulse arc and spray arc. hand held and automatic)
flux core (with and without gas)
Sub-arc (hand held and automatic)
Carbon, stainless, aluminum,inconel, monel, nickel-copper, copper-nickel & copper
Never got a chance to get titanium or magnesium
I was lucky. I got to do structural, pipe and pressure vessels.
Learned to stick weld and oxy/acetylene weld/braze at age 13. Taught by an old Navy welder.
At 18 I took a 3G and 4G stick test with 11018 and was hired on the spot.
If you are a welder you should learn and become proficient in as many processes as possible.
There are far too many tig snobs out there already. There's no one process or method that is
the cure all to end all. In this trade diversity in the key to success.
Look at Jody, he ain't afraid to grab some stick wire and have at it.
You forgot Sub-arc!
Back in my shipyard days I was certified in:
Stick
tig
mig (short arc, pulse arc and spray arc. hand held and automatic)
flux core (with and without gas)
Sub-arc (hand held and automatic)
Carbon, stainless, aluminum,inconel, monel, nickel-copper, copper-nickel & copper
Never got a chance to get titanium or magnesium
I was lucky. I got to do structural, pipe and pressure vessels.
Learned to stick weld and oxy/acetylene weld/braze at age 13. Taught by an old Navy welder.
At 18 I took a 3G and 4G stick test with 11018 and was hired on the spot.
If you are a welder you should learn and become proficient in as many processes as possible.
There are far too many tig snobs out there already. There's no one process or method that is
the cure all to end all. In this trade diversity in the key to success.
Look at Jody, he ain't afraid to grab some stick wire and have at it.
- Otto Nobedder
-
Weldmonger
-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
I suppose the bias against stick (SMAW, MMA) welding these days come from the fact there are other processes where the learning curve is shorter to regularly produce a reliable weld.
As rake points out, no one process can replace all the others. I really like to TIG, but for outdoor work, particularly pipe, I prefer stick, except in flat positions where I don't need heavy leather to protect from spatter, because flux-core can simply outproduce stick.
That's not always true, either, though. Give me an old copper-wound Lincoln pipliner and a pouch of 5/32" 7018 rod, and I'll weld circles around innershield smaller than .052".
That said, Welderkid's equipment does what he needs it to do, when he needs it to do it, so why buy more equipment than he needs?
Steve S
As rake points out, no one process can replace all the others. I really like to TIG, but for outdoor work, particularly pipe, I prefer stick, except in flat positions where I don't need heavy leather to protect from spatter, because flux-core can simply outproduce stick.
That's not always true, either, though. Give me an old copper-wound Lincoln pipliner and a pouch of 5/32" 7018 rod, and I'll weld circles around innershield smaller than .052".
That said, Welderkid's equipment does what he needs it to do, when he needs it to do it, so why buy more equipment than he needs?
Steve S
Rake.
An amazing experience with various processes and alloys.
How many years in the welding field have you got racked up?
With that experience, have you assisted in developing welding procedures (PQR and WPS)?
Anyways tanks for the input about the SAW.
About ten years back, with a vessel fabricator I was working for at the time, we did some narrow gap SAW on 162 mm wall thickness on 4000 mm diameter shell rings. Those welding operators were amazing. If they even had an itch (a feeling) about a possible lack of fusion or inclusion, they would lift stop, lift out the contact tube, and chip out that part of the pass, then start back up. I learned a lot from those men.
Tanks again.
Alexa
An amazing experience with various processes and alloys.
How many years in the welding field have you got racked up?
With that experience, have you assisted in developing welding procedures (PQR and WPS)?
Anyways tanks for the input about the SAW.
About ten years back, with a vessel fabricator I was working for at the time, we did some narrow gap SAW on 162 mm wall thickness on 4000 mm diameter shell rings. Those welding operators were amazing. If they even had an itch (a feeling) about a possible lack of fusion or inclusion, they would lift stop, lift out the contact tube, and chip out that part of the pass, then start back up. I learned a lot from those men.
Tanks again.
Alexa
welderkid556
- welderkid556
-
Active Member
-
Posts:
-
Joined:Sat May 11, 2013 1:21 am
thank you otto. i have been welding and working with steels since i was pretty young as well, im just now falling into the category of one of the most best welders in this town. i learn from experience, not textbooks or anything of that nature, i learn by doing it and i cant afford to buy a lot more equipment when i only have enough money to slowly slowly upgrade. just bought this everlast tig welder for steel and aluminum, and that was 1,200 dollars, may not sound like much to some people but it took me a couple months to dope up the money to order it. my mig welders were around 600 each, the hobart 140 was new of course and the airco is a dinosoar but it works. i already knew that esab made some aircomatic machines but i looked on my machine and it says product of esab corporation. i wasnt sure if it was true esab product or aircomatic untill few days ago. not sure if esab made any changes to the machines or not but this model seems pretty bullet proof. i looked at the hose that is connected to the flow meter, it goes into the back of the machine through a fair sized hole and it goes into a sort of filtration system then goes into the euro connector for the mig gun. i do not see how any gas could escape or where air could get in.
anyway on the subject of welding processes, i can do stick welding but i honestly get pissed off because of the sticking to the work piece, i worked with a old timer and no matter what, ne said the sticking to the work peice never goes away, ya may have 1 day where it wont do it but u have most days where it does it alot. but he said the only reason why he stick welds is the fact that in his generation mig and fcaw werent even around untill he was already in his 50's and he didnt want to learn anything new untill he saw the newer production lines great looking welds then he decided to learn a new type of process in the fcaw and he loves it, but hes not too much into the spray transfer and mig because hes so use to chipping off slag, some old dogs just dont want to learn many new tricks, but they may let 1 grow on them. he did some shipbuilding also and all they used were stick welders, they were mostly x-ray quality welds or so he said, they may have not always been the prettiest things to look at but they passed the test back in those days. my point is everybody prefers what they like and have their own processes, i may not like stick but if i had to use it i would. but i love my mig and tig. in my opinion preference over rides diversity every time, if you love it, do it, if u hate it then do it anyway if you have to that is of course. but i love the spray transfer and fcaw, thats my thing and if it works i stick to it. mig is kool and is good for thinner and 1/4 inch steel. but i just prefer the look of dualshields smooth looking welds and spray transfers looks and penetration. with stick welding it just doesnt appeal to me because if i try to manipulate the puddle it goes out of control and i like to be in control.
anyway on the subject of welding processes, i can do stick welding but i honestly get pissed off because of the sticking to the work piece, i worked with a old timer and no matter what, ne said the sticking to the work peice never goes away, ya may have 1 day where it wont do it but u have most days where it does it alot. but he said the only reason why he stick welds is the fact that in his generation mig and fcaw werent even around untill he was already in his 50's and he didnt want to learn anything new untill he saw the newer production lines great looking welds then he decided to learn a new type of process in the fcaw and he loves it, but hes not too much into the spray transfer and mig because hes so use to chipping off slag, some old dogs just dont want to learn many new tricks, but they may let 1 grow on them. he did some shipbuilding also and all they used were stick welders, they were mostly x-ray quality welds or so he said, they may have not always been the prettiest things to look at but they passed the test back in those days. my point is everybody prefers what they like and have their own processes, i may not like stick but if i had to use it i would. but i love my mig and tig. in my opinion preference over rides diversity every time, if you love it, do it, if u hate it then do it anyway if you have to that is of course. but i love the spray transfer and fcaw, thats my thing and if it works i stick to it. mig is kool and is good for thinner and 1/4 inch steel. but i just prefer the look of dualshields smooth looking welds and spray transfers looks and penetration. with stick welding it just doesnt appeal to me because if i try to manipulate the puddle it goes out of control and i like to be in control.

{kind=link}
I've always used as close to pure argon as I could get for spray. Any time I get a bottle less than 98 percent argon i get more of a globular transfer. Always run stringers on everything too. If I'm welding out of position with the pulse on I never weave. If I need a wider puddle I increase my voltage. Lower voltage to tighten bead width. Always run a quite arc and steady travel speed. 3/4" stickout. If my arc starts crackling I increase the voltage. You can only spray in the flat and horizontal positions if you don't have pulse.
Prolly elementary to most of you, but someone might benefit. I agree spray makes a nice looking weld. Everything should be stick welded tho haha. Sub arc is something I'm aware of, but never operated. Any time flux comes in a 55 gallon drum it's to much production for my taste.
Prolly elementary to most of you, but someone might benefit. I agree spray makes a nice looking weld. Everything should be stick welded tho haha. Sub arc is something I'm aware of, but never operated. Any time flux comes in a 55 gallon drum it's to much production for my taste.
welderkid556
- welderkid556
-
Active Member
-
Posts:
-
Joined:Sat May 11, 2013 1:21 am
i have 90/10 argon co2, 75/25 argon co2 and i have pure argon. i use pure argon for my tig machine, my 90/10 and 75/25 are both on my 220 mig welder, i was curious, if you use 98/2 argon co2 then why dont you just as well run pure argon? i wasnt sure if that would work or not. with that little of co2 what does it actually do to help the weld puddle? ive been playing with my 220 mig and this 90/10 gas and it makes some pretty nice clean beads when i hold the nozzle close, id say maybe 1/2 inch away, if its far enough away that i can see the stickout it starts to crackle and get porosity, if i get the nossle pretty close then it works like a dream even on rusty steel. i dont get it? any ideas bud?
-----welderkid556 wrote:i have 90/10 argon co2, 75/25 argon co2 and i have pure argon. i use pure argon for my tig machine, my 90/10 and 75/25 are both on my 220 mig welder, i was curious, if you use 98/2 argon co2 then why dont you just as well run pure argon? i wasnt sure if that would work or not. with that little of co2 what does it actually do to help the weld puddle? ive been playing with my 220 mig and this 90/10 gas and it makes some pretty nice clean beads when i hold the nozzle close, id say maybe 1/2 inch away, if its far enough away that i can see the stickout it starts to crackle and get porosity, if i get the nossle pretty close then it works like a dream even on rusty steel. i dont get it? any ideas bud?
Welderkid556.
Do you mean 98/2 argon co2 or 98/2 argon o2?
In the case of 98/2 argon o2, that little bit of oxygen helps stabilize the arc, slightly increases surface tension and improve wetting to the base metal. Of course, if you use too much oxygen (more than about 5%) then we risk gas inclusions in the weld metal.
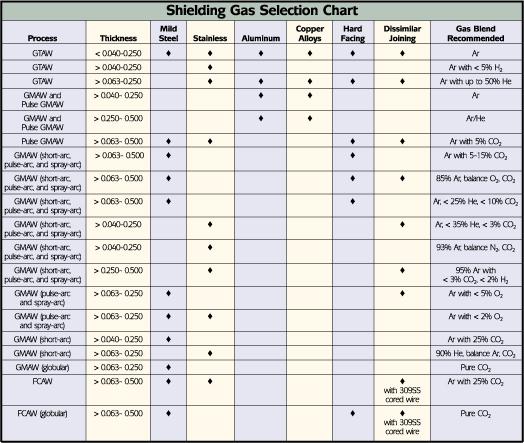
A simplified chart for shielding gases.
http://image.thefabricator.com/a/articl ... -chart.jpg
{kind=link}
Alexa
welderkid556
- welderkid556
-
Active Member
-
Posts:
-
Joined:Sat May 11, 2013 1:21 am
i am confused with the whole idea of people adding oxygen to tank mixtures, doesnt that contaminate welds just as if wind is to blow away the shield? i have never seen any mixture in my area include oxygen. all we can get is argon,co2, helium for welding. but for cutting we can get full tanks of oxygen. i have always been taught that if ANY oxygen gets into the weld it will contaminate the puddle and your done, it causes porosity, snail trails if useing flux core and massive popping and crackleing and none of it sounds good. so please explain what you mean by adding oxygen to a gas cylinder for welding.
thank you for the replies
thank you for the replies
=====welderkid556 wrote:i am confused with the whole idea of people adding oxygen to tank mixtures, doesnt that contaminate welds just as if wind is to blow away the shield? i have never seen any mixture in my area include oxygen. all we can get is argon,co2, helium for welding. but for cutting we can get full tanks of oxygen. i have always been taught that if ANY oxygen gets into the weld it will contaminate the puddle and your done, it causes porosity, snail trails if useing flux core and massive popping and crackleing and none of it sounds good. so please explain what you mean by adding oxygen to a gas cylinder for welding. thank you for the replies
Welderkid556.
I found this paragraph for you from Wikipedia.
"... Oxygen is used in small amounts as an addition to other gases; typically as 2–5% addition to argon. It enhances arc stability and reduces the surface tension of the molten metal, increasing wetting of the solid metal. It is used for spray transfer welding of mild carbon steels, low alloy and stainless steels. Its presence increases the amount of slag. Argon-oxygen (Ar-O2) blends are often being replaced with argon-carbon dioxide ones. Argon-carbon dioxide-oxygen blends are also used. Oxygen causes oxidation of the weld, so it is not suitable for welding aluminium, magnesium, copper, and some exotic metals. Increased oxygen makes the shielding gas oxidize the electrode, which can lead to porosity in the deposit if the electrode does not contain sufficient deoxidizers. Excessive oxygen, especially when used in application for which it is not prescribed, can lead to brittleness in the heat affected zone. Argon-oxygen blends with 1–2% oxygen are used for austenitic stainless steel where argon-CO2 can not be used due to required low content of carbon in the weld; the weld has a tough oxide coating and may require cleaning. ..."
source: http://en.wikipedia.org/wiki/Shielding_gas
Alexa
- Otto Nobedder
-
Weldmonger
-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
Rediron881, a member here, regularly TIGs heavy stainless to vacuum-tight standards with a mix containing mostly argon with 2% O2. If I recall, there's a third gas at 3%, but I'm not sure. I'll have to dig up that topic and refresh my memory.
Steve S
Steve S
- Otto Nobedder
-
Weldmonger
-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
welderkid556
- welderkid556
-
Active Member
-
Posts:
-
Joined:Sat May 11, 2013 1:21 am
correct me if im wrong but isnt hydrogen highly unstable, the same reason why automobile companies wont use hydrogen to power the automobiles instead of gas. by compressing that into a gas cylinder would make the risk even higher if something was to happen inside of a shop? say if something happened to the compressed gas cylinder? im not saying the mixture wouldnt work i would just be concerned about having any form of hydrogen in or anywhere near our shop.
Return to “Mig and Flux Core - gas metal arc welding & flux cored arc welding”
Jump to
- Introductions & How to Use the Forum
- ↳ Welcome!
- ↳ Member Introductions
- ↳ How to Use the Forum
- ↳ Moderator Applications
- Welding Discussion
- ↳ Metal Cutting
- ↳ Tig Welding - Tig Welding Aluminum - Tig Welding Techniques - Aluminum Tig Welding
- ↳ Mig and Flux Core - gas metal arc welding & flux cored arc welding
- ↳ Stick Welding/Arc Welding - Shielded Metal Arc Welding
- ↳ Welding Forum General Shop Talk
- ↳ Welding Certification - Stick/Arc Welding, Tig Welding, Mig Welding Certification tests - Welding Tests of all kinds
- ↳ Welding Projects - Welding project Ideas - Welding project plans
- ↳ Product Reviews
- ↳ Fuel Gas Heating
- Welding Tips & Tricks
- ↳ Video Discussion
- ↳ Wish List
- Announcements & Feedback
- ↳ Forum News
- ↳ Suggestions, Feedback and Support
- Welding Marketplace
- ↳ Welding Jobs - Industrial Welding Jobs - Pipe Welding Jobs - Tig Welding Jobs
- ↳ Classifieds - Buy, Sell, Trade Used Welding Equipment
- Welding Resources
- ↳ Tradeshows, Seminars and Events
- ↳ The Welding Library
- ↳ Education Opportunities