Page 1 of 1
Full penetration Aluminum Tig tube welding
Posted: Sat Apr 18, 2015 10:01 am
by Esk85
Hey everyone,
I'm new to the forum, but I've been a long watcher and reader of welding tips and tricks videos/posts. After looking at all of the videos about aluminum Tig, I'm still having trouble getting full penetration on any tube fit ups more than .065 in thick. The beads look good and are consistently spaced, but I don't see and heatmarks on the inside of the tube. If I try to run either hotter or slower, the bead gets grainy, too large or just sink complelty into the parent metal.
Are there any tips about getting full penetration on aluminum tube Tig? Is full penetration needed for aluminum? I've tried different torque angles but it's hard to do in some of the angled tube miters.
I can lay down nice beads on .032-.125 and get full penetration on butt joints, so I know I can do it, I'm just having trouble when it comes to tubes. Any videos or posts out there that can offer some tips?
Thanks for the help!
Re: Full penetration Aluminum Tig tube welding
Posted: Sat Apr 18, 2015 10:50 am
by exnailpounder
Your getting full penetration on but joints because you probably have a gap just like on steel. If your using proper amperage and getting a good puddle on aluminum, it is probably adequate. If your wetting out good and have good re-enforcement on your welds then you should be ok.
Re: Full penetration Aluminum Tig tube welding
Posted: Sat Apr 18, 2015 10:53 am
by Esk85
Thanks for the response! Yes there is a slight gap when I do butt joints. But as for the tube fit ups, is there anyway to determine if I have good penetration? On steel I can easily tell if I have good penetration, but I don't see any signs for aluminum.
Re: Full penetration Aluminum Tig tube welding
Posted: Sat Apr 18, 2015 11:11 am
by exnailpounder
You could do some test welds and do some destructive testing. If youre using enough heat to start a puddle immediatley, then youre probably good to go. Use too much heat on aluminum and things will go south on you in a hurry. Best advice I can give is go back and watch Jodies videos on aluminum welding and watch and LISTEN to everything he says. He doesn't leave anything out when he explains something. He just put out a vid on helium for tigging aluminum. Put up some pics if you can and some of the more experienced aluminum guys will come along and help you. But still watch Jody, he's the master

Re: Full penetration Aluminum Tig tube welding
Posted: Sat Apr 18, 2015 4:07 pm
by LtBadd
Esk85 wrote:Thanks for the response! Yes there is a slight gap when I do butt joints. But as for the tube fit ups, is there anyway to determine if I have good penetration? On steel I can easily tell if I have good penetration, but I don't see any signs for aluminum.
It would be helpful to know what machine you're using, if it's a Miller Dynasty then you have a lot of control (adjustment) when welding AC. Is the tube being rotated? Are you using a mixture of Argon and Helium for shielding gas?
Re: Full penetration Aluminum Tig tube welding
Posted: Sat Apr 18, 2015 4:24 pm
by zank
I light up and start giving it some gas. Add some filler when the surface starts to wet out. At that point it's still a little cold. I add enough filler until I get the bead width I want but the bead itself is a little convex (crowned). I give a little more heat until the bead sinks a bit and the face of the bead is flat. For me, that's when I know my heat is where I want it. Then I take off trying to keep that nice flat bead profile. The bead in the center of this photo is what I'm after. The other bead in the upper left section of the photo shows a section of weld that is a little more lumpy than I like and I was running a little cold.
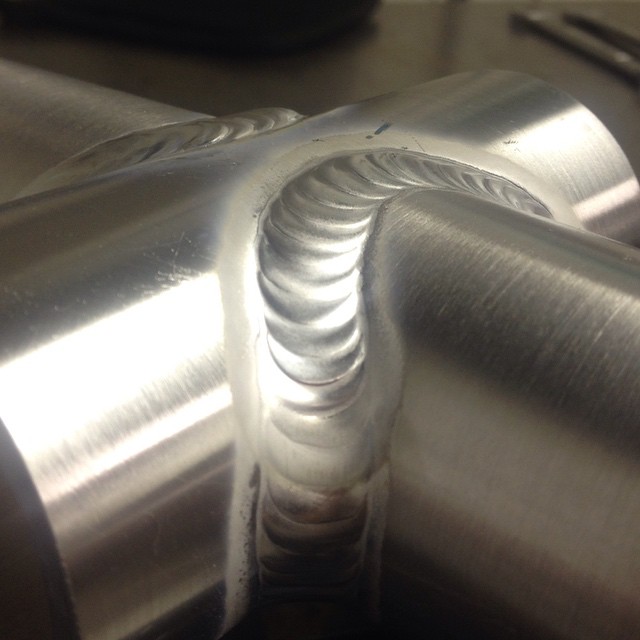 TIGTuesday
TIGTuesday by
Zanconato Custom Cycles, on Flickr
I cut up a lot of different samples that were welded out at different temps. The colder welds all showed inadequate root fusion and a small pore at the root. When I let it "sink" and run a little hot, I got good fusion at the root. Jody's aluminum drill is great for getting your speed up. It may seem like apples and oranges going from running beads on flat sheet to doing coped tubing joints, but the speed and coordination carry over.
Hope that helps a bit!
Re: Full penetration Aluminum Tig tube welding
Posted: Sat Apr 18, 2015 8:21 pm
by exnailpounder
See..I told you one of the masters would come along and help