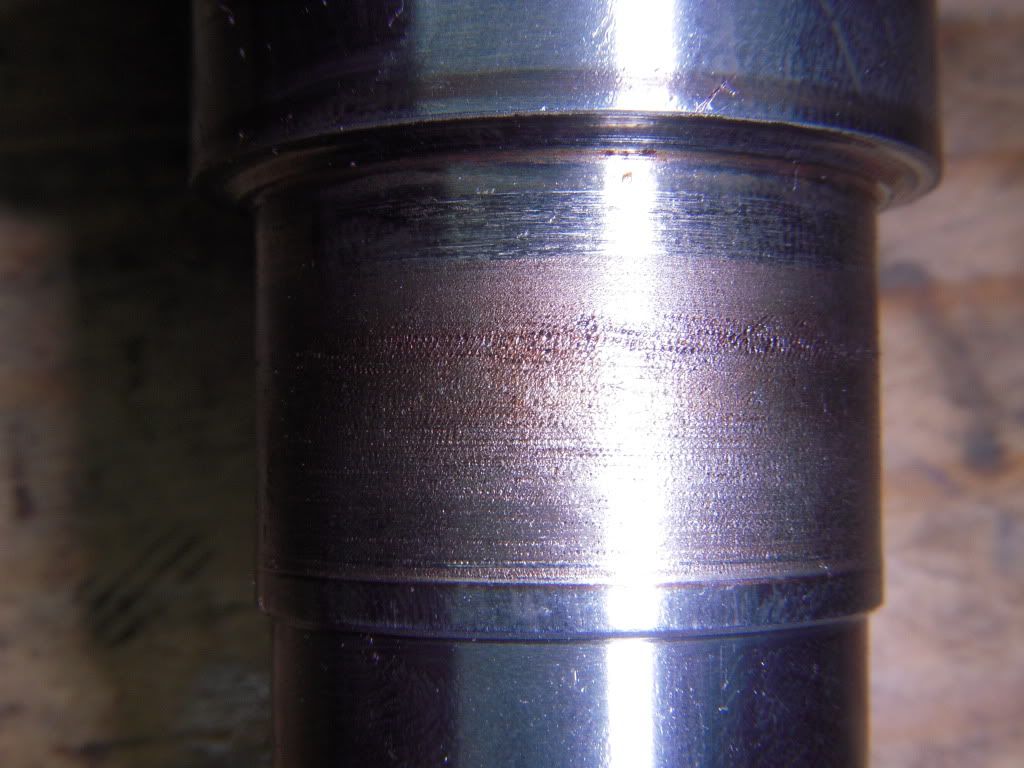
I've got an old Haas VF-1 CNC machine (21 years old) and the transmission has some issues. I tore into it only to find that it looks like someone has been in here before and tried to repair it by knurling the shaft where the bearing fits. Obviously, that did last, so I need to weld it up and machine it back to the original dimensions. My issues is that I don't know what material was used to make the shaft. I would guess that it is a 4130 or 4140 material, but that's just an educated guess. With the material basically unknown, is there any filler rod that I could use that would be good for most all metals in this application? This is the bearing area that gets pressed into a sealed radial bearing, so I don't need anything that is wear resistant or extra hard. Any recommendations with so many unknowns?
There are specialist processes such as metal brushing, metal spraying and plasma welding, that are designed to do jobs such as this, try googling it and see how you go. If only because it looks like a very expensive part, one worth passing on to the professionals.
If you don't need a hard surface, 41XX metal can be welded with E80- series filler. Hell, E70-S-6 might do just fine for a bearing seat. If you have the ability to machine the suface to size, your major concern will be avoiding "draw", so that the shaft remains straight. Building up small sections alternating around the circumference, and allowing a lot of cooling time between sections may help in this regard. Be prepared to put the shaft on V-blocks with a dial gauge, and use your torch to induce draw to straigthen the shaft once you are satisfied with the buildup.