
Below is 5/16" mild steel, outside open corner using 1/8" E3 tungsten, 1/8" ER70S-2 filler, lay wire weave, 2 passes, machine set to 200A (the max) and using about 3/4 pedal. No problem at all handling this.

The rest of the photos are 1/2" plate. First I wanted to see if I had enough current to even lay a decent bead. Using 3/32" tungsten and 3/32" filler, it's marginal even at 200A and full pedal. The bead on right is with 1s pulse, the one on left has no pulse. It's a little hard to see in the photo, but the pulsed bead is too cold, penetration is marginal and it was tough to hold a puddle. Bead on left had OK penetration but machine was maxed out.

Below is 1/2" plate lap joint, 3/32" tungsten and 3/32" filler. At 200A and full pedal the amount of filler I could deposit is small, and it was really slow going, but I would say the penetration was acceptable.

Below is the same 1/2" plate lap joint, but I changed from 3/32" to 1/8" tungsten and 1/8" filler. At 200A I used about 80% pedal to get really good penetration and deposit a good size bead.

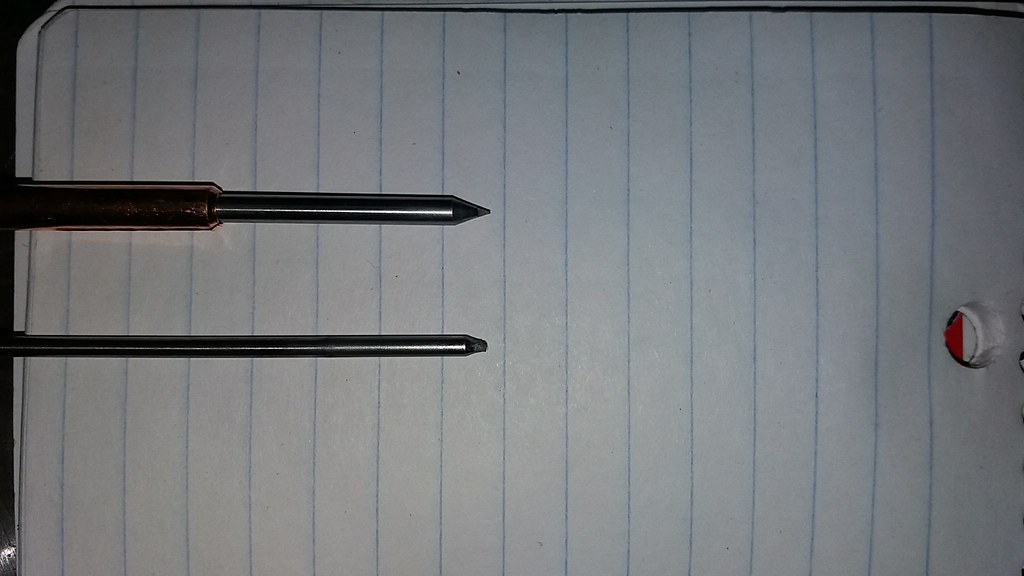
Below is the 3/32" tungsten and 1/8" tungsten after about 2 minutes of welding 1/2" plate. The 3/32" shows a lot of degradation, but the 1/8" shows none.
My conclusion is the machine is more than adequate to weld 1/2" plate, but I need to use 1/8" tungsten. I tried both E3 and ceriated, can't tell any difference. All the photos above were with E3. The chart says 3/32" is good up to 250A, but that does not appear to hold up in my case. Perhaps with a water cooled torch it would do better. 1/8" is rated good from 250-400A, and that allowed me to get better penetration with less foot pedal, and deposit more filler. For the 1/2" plate lap joint, I would say I could probably have completed that with 6 passes, about the same as I would have used if I were stick welding. It's not possible to use pulse on plates this thick because it's too cold, no real surprise but I wanted to prove it to myself. I had a repair job last year on 3/8" to 1/2" steel, I chickened out trying to use tig because I didn't have the material handy to practice first. I'm now confident I can weld up to 1/2" if I have to. I don't like to use stick or mig for my applications because there's always something around that will burn, like hay and a barn.


