i have a job on where I am welding 40x10mm and 60x10 aluminium flat bar together for a balustrade, I am trying to get a really fine weld, so I started using a 1.6mm electrode, it starts off alright but after about 8 seconds the electrode explodes.
I am running 230 amps , does anyone know why ? are the amps to high maybe ?
Tig welding tips, questions, equipment, applications, instructions, techniques, tig welding machines, troubleshooting tig welding process
exnailpounder
- exnailpounder
-
Weldmonger

-
Posts:
-
Joined:Thu Dec 25, 2014 9:25 am
-
Location:near Chicago
The amps are like WAY too high. You should be using 1/8" tungsten...3/32" at the very least and even that is arguable. 150is about the max on 1/16" Welcome to the forum and good luck on your project.shannon1964 wrote:i have a job on where I am welding 40x10mm and 60x10 aluminium flat bar together for a balustrade, I am trying to get a really fine weld, so I started using a 1.6mm electrode, it starts off alright but after about 8 seconds the electrode explodes.
I am running 230 amps , does anyone know why ? are the amps to high maybe ?
Ifyoucantellmewhatthissaysiwillbuyyouabeer.


Hahaha! Not sure how that didn't go catastrophic on you instantaneously.
3/32" lanthanated handles 225A ac @ 30% cleaning in my #20 watercooled torch just fine for two minute runs. Never tried to push it any further.
3/32" lanthanated handles 225A ac @ 30% cleaning in my #20 watercooled torch just fine for two minute runs. Never tried to push it any further.
Raymond
Everlast PowerTIG 255EXT
Everlast PowerTIG 255EXT

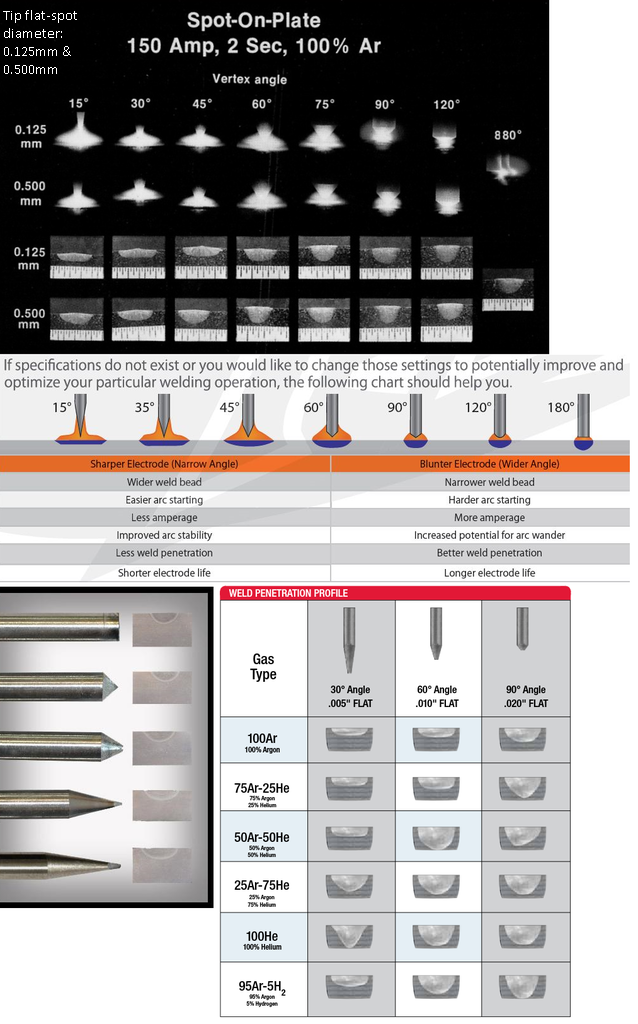
If you're trying to "shrink" the size of your weld bead and get a "fine" weld, as in much more narrow, you can't accomplish that by simply dropping in size for the tungsten it just doesn't work that way. Smaller diameter tungstens do not focus the arc better than a larger diameter tungsten. The shape of the grind profile does have an effect, however. Also, using a very high AC frequency (if your welding machine offers it) can often provide the greatest change when trying to get a fine, narrow bead. But not all welding machines have a very high AC welding frequency capability.
shannon1964
- shannon1964
-
New Member

-
Posts:
-
Joined:Wed Nov 16, 2016 1:51 am
thanks guys, I went back to a 2.4mm electrode ( much better ) and turned up the Hz to 60, my machine ( unimig 315 ac - dc )maxes out at 70 . I really appreciate all of your feed back to. cheers.
Return to “Tig Welding - Tig Welding Aluminum - Tig Welding Techniques - Aluminum Tig Welding”
Jump to
- Introductions & How to Use the Forum
- ↳ Welcome!
- ↳ Member Introductions
- ↳ How to Use the Forum
- ↳ Moderator Applications
- Welding Discussion
- ↳ Metal Cutting
- ↳ Tig Welding - Tig Welding Aluminum - Tig Welding Techniques - Aluminum Tig Welding
- ↳ Mig and Flux Core - gas metal arc welding & flux cored arc welding
- ↳ Stick Welding/Arc Welding - Shielded Metal Arc Welding
- ↳ Welding Forum General Shop Talk
- ↳ Welding Certification - Stick/Arc Welding, Tig Welding, Mig Welding Certification tests - Welding Tests of all kinds
- ↳ Welding Projects - Welding project Ideas - Welding project plans
- ↳ Product Reviews
- ↳ Fuel Gas Heating
- Welding Tips & Tricks
- ↳ Video Discussion
- ↳ Wish List
- Announcements & Feedback
- ↳ Forum News
- ↳ Suggestions, Feedback and Support
- Welding Marketplace
- ↳ Welding Jobs - Industrial Welding Jobs - Pipe Welding Jobs - Tig Welding Jobs
- ↳ Classifieds - Buy, Sell, Trade Used Welding Equipment
- Welding Resources
- ↳ Tradeshows, Seminars and Events
- ↳ The Welding Library
- ↳ Education Opportunities