I have been welding Stainless, mild, and 4130 with my Miller Maxstar 140. Lift arc with no foot pedal, and thumb wheel gas valve.
Switching over was a little tricky. I keep wanting to touch the tungsten like on my miller to start the weld. haha...
I own a small garage motorcycle company and make intake manifolds, exhausts, handlebars, as well as seats and some frame parts. I had a individual intake manifold to make so i figured i would give the HTP its first paying job.
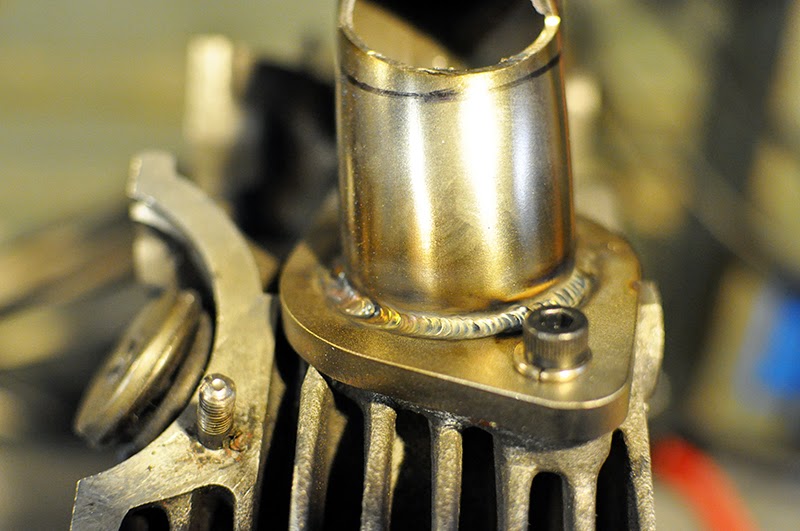
These are 16 gauge 304 stainless tubing welded to mild steel 1/4" flanges. I used a 2% thoriated tungsten 1/16, with a smaller gas lens... No back purging.
The welds came out ok. Im still a little shaky with this machine but its coming together. This was at pretty high amperage... close to 100amp using DC pulse with 33%frequency 33duty and 33 background.
The welds seem a little cold to me. I got decent penetration, but i had to move way slower than i was used to. But i thought 100 amp was alot of juice. I also had the piece clamped to a aluminum 1" plate while i welded so quite a bit of heat gets drawn out through the bottom i think.
Just wanted some feedback... sorry for the long 1st post!
Cheers