Material for these tests and furniture projects is 16 gauge (1/16"), tubing is usually 1" square, but occasionally 3/4" square or 1 1/4" square. Mostly mitered 90 degree joints, and T joints, with the occasional sheet metal welding.
My setup is an Everlast 200DX, 1/16" tungsten (2% lanthenated) 1/16" filler rod, and argon with a stubby gas lens and CK flex loc torch. Not using any pulse, just regular current with a foot pedal.
In any case, I'll be posting up all my practice stuff here, any tips or suggestions or encouragement is welcome
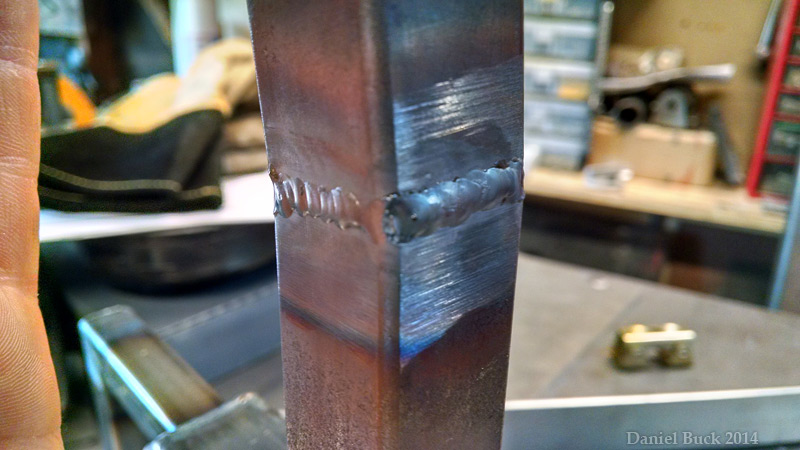
First two here is just joining a piece of tubing. I had the machine set a bit high here, it's nice and flat, but I think the amps were to high ( this was 120 amps roughly)

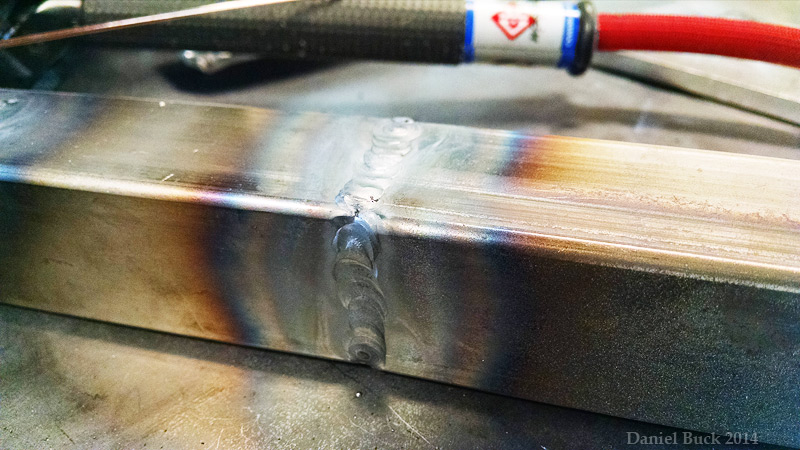
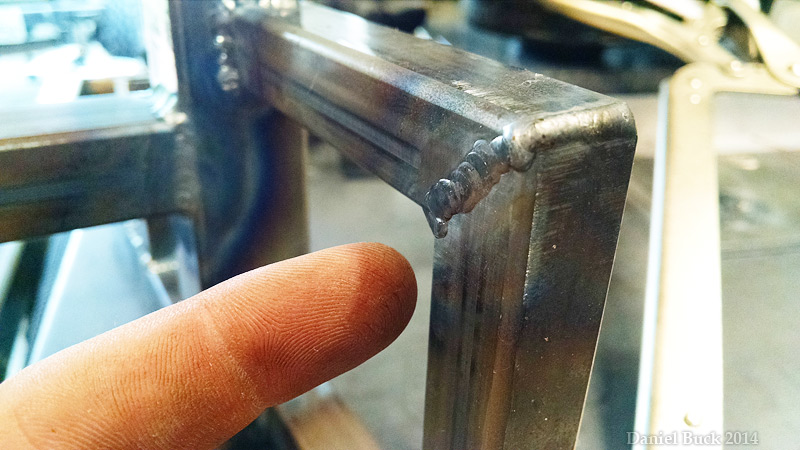
I then put the machine down to about 80 amps max, and started practicing some regular joints. Turning the machine down definitely helped keep a more distinct puddle, cooling quicker and not sinking down into the metal to much.

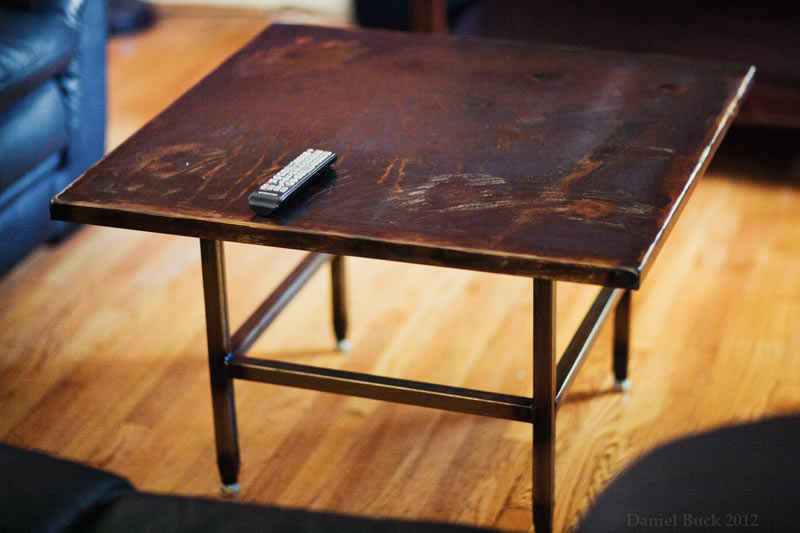
And for reference, this is the kind of furniture I'm making. Usually a mix of wood and metal, wood being the actual shelf surfaces.