".I have large oxy-acetylene tanks for plenty of heating,i am friendly with those,we use them in farming allot ,on machines some bearings require pre heat to get out ,some rusty bolts ,etc etc,been using that allot.
My plan was first to finish up making V grove where that crack is on that frame,i will never again use gouging electrodes,no thanks,that's not for me xd ,so by doing it, it would anyway remove moisture in same pass before i start to weld.
So anyway if you say 6010 is no go for root pass then i will listen to you,il just fill it all up with 7016 then,or if you say i could go with 7018,is np.
I have been using 7018 electrodes,but most of the time i use 6013,classic.But 7016 would be new to me,or if they are similar to 7018,which i think they are,then there would not be problem using them.
Btw i forgot to mention,this repair do not need to look pretty,only functional,machine is mine,i don't plan to sell it ,if i ever will get rid of it,it will be for scrapyard

.So i was planning when i finish filling up V grove that i made ,i will add steel plates (10-15mm thick) over those welds as reinforcement ,just to be sure. "
7018s will be fine mate. 7016 is my preference for me but that's just cause I find the arc of 18 a bit moody, as long as they are dry they will be fine.
If you got the crack gouged to depth then tight weave up and hot run the next layer, you should be fine. Anyway it's not going to matter on that machine if you do the the root with 6010 and grind it back a bit then go over with 7018 if you are more confident to root with 6010,I personally have not used one in years, they are just a fail safe root stick for a fast paced pipe industry. In Australia we pretty much 7016 or 7018 pipe, or tig root or combo.
it's the hydrogen controlled electrode that is important for chassis work. Literally any hit or vibration, torque load etc travels through the chassis. Hit the groove with a bit heat on top of the clean up, even a little trust me, I could go in to why but it won't be short chat.
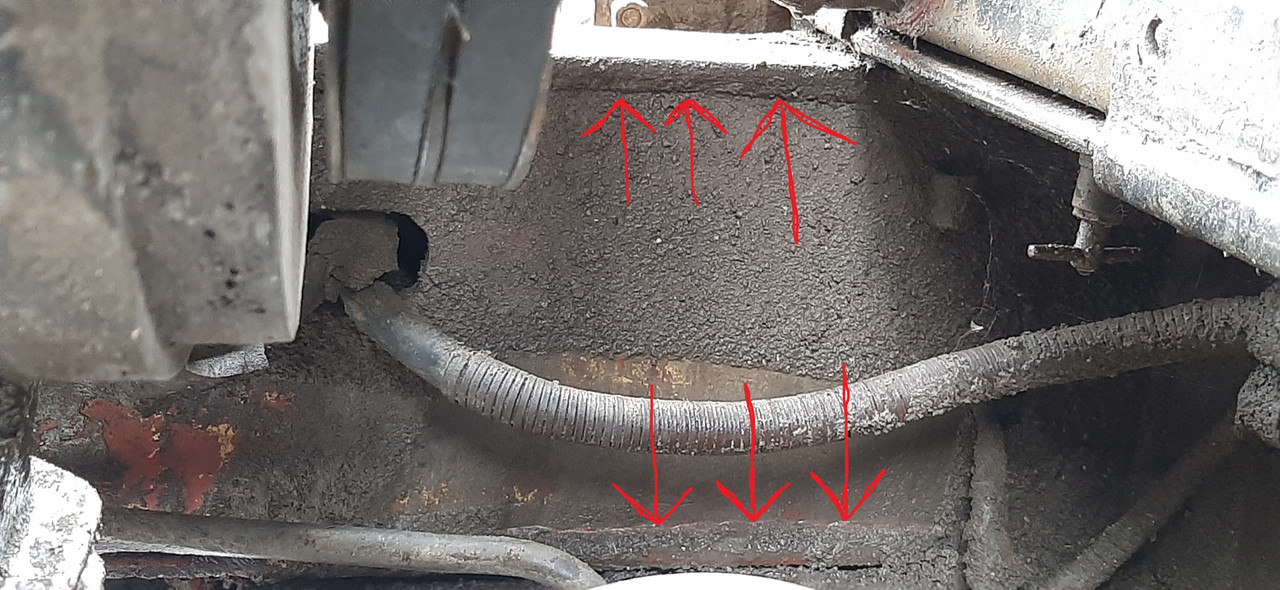
Carbon arc gouging is great, when chasing a crack start at end of it and swipe along it. Just don't go too deep you can always grind the last bit. What you have done is just dab at it and it has left bits of carbon a slag in groove and it won't melt out as well. Gouge as high amp as sticks goes maybe just a little less and air pressure is important. Stick melts steel and air sends it away. Those holes on gouging holder should be between stick and metal you gouging and angle it out, shallow angle. Stick should be in direction and centre of those holes. If that was only your first attempt at arc gouging then you are gonna be ok at it with practise. Just don't breathe that crap in, earplugs too. Carbon arc will make light work of heavy jobs and make you more skilled all round. Just wear the safety gear.
Steel plate on side (fish plates) just a side note on fish plates mate, they should taper at the ends, rounded edges and try to avoid welding vertical on fishplate ie don't weld all round. Weld across plate, Down tapered bit and when get to end of taper keep going off fishplate and on chassis rail about 30mm and curve gently up for top run and curve down for bottom run. This just ensures that it has no easy way to crack. There may be some pic of this on internet.
I know you said it's an old machine but it is still good practise.
Overhead weld are fine, don't drop amps more than 3 or so amp if at all, 5degree drag angle and tight arc just like down hand but different Ish

You mentioned rusty bolts, I find lanolin and then a bit of heat slips the lanolin into thread more. If broken bolt weld nut on and let cool, rusty bolts are the bane of my existence

Just googled machine, that's a nice solid unit, that thing would run forever and every repair would be hydraulic mechanical in nature so no head scratching about sensors and crap. It wouldn't be popular cause you would have to know how to use a loader, not like some operators theses days

Nice machine.
It's not have to do, just best practise and you are welcome to experiment as you need to.
Have fun.



 post image
post image