Superiorwelding wrote:Svetsare,
That is some impressive work there my man! You need to make a few more videos welding your SS pipe SMAW.
-Jonathan
Thanks
What would you like to see? Maybe I do some kind of a video if you give me an idea.
I have been planning to do a 7018 open root pipe welding video, but havent got time for it..
Had a small improvement to do on my new Caterpillar 924K. Had it in front of my shop today as the dealer came to do its 500 hour maintenance. Machine has automatic lubrification so all pivot points have hoses attached to them. The ones on the lower boom, where the quick attach hooks up were sticking out very much and my brother and my uncle both managed to break one off over the last few months. So I made a protective case to avoid future "accidents". Had some heavy scrapiron laying around so made that work.
[img]
20150415_162443.jpg (48.41 KiB) Viewed 1638 times
[/img] The place on the machine where the little hoses are mounted, with the protection allready in place.
[img]
20150415_162539.jpg (39.8 KiB) Viewed 1638 times
[/img] a close up of the part.
[img]
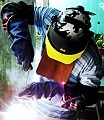
Some vertical up, 7018-1 3.2mm
20150415_162505.jpg (44.32 KiB) Viewed 1638 times
[/img]
and my poor welder...[img]
20150415_162754.jpg (61.32 KiB) Viewed 1638 times
[/img]
[img]
The thing is 12 years older than I am!!!
2015-04-18 10.13.50.jpg (64.18 KiB) Viewed 1638 times
Well here's mine, just a very simple project attaching two 3/8" rounded plates to two pcs of 2" GI pipes to be used as a post for a small gate project. Only used a 1/8" 6013 rods at 120 amps DC stick inverter. I know the 6013 rods are not popular in the forum but its what is used and sold in general here in our area.
And for the top end, just welded a piece of 1/4" thick angle iron and a piece of 3/8" thick steel.
Haven't posted on here for a while but here's some progress photos. First welds I did at my new job yesterday
Looks very.nice
I weld stainless, stainless and more stainless...Food Industry, sanitary process piping, vessels, whatever is needed, I like to make stuff.
ASME IX, AWS 17.1, D1.1
Instagram #RNHFAB
weldin mike 27 wrote:Fair enough. Or if someone threw one at you, flat out
I saw a 4-1/2" X 7/8" LeJeune bolt fall 132' and hit the 45* slope face of a Knaack toolbox. It left a dent that I could set a golf ball on. Good thing it was lunch, or someone could have died.
No pics yet, but we made some progress yesterday on a friend's carport. Put another nearly 8 hours on the Bobcat 225, and started getting my hand back at SMAW. Been a long time since I burned any real amount of rod. Of course, there is almost a mutual exclusivity between regaining one's touch and used oil field pipe. But, it's much needed practice and good clean fun, so we'll be back out there next weekend.
Miller Bobcat 225
Tweco Fabricator 211i
AHP AlphaTIG 200x
Lincoln SP-135+
Hypertherm Powermax 30 Air
ProStar O/A torch
Try and avoid the flicking motion with those electrodes. It looks like they are a GP, or even 7018, and the flick will trap slag. Keep the flick for 6010s/11s.
They are 7018's. Thanks for the advise. I mig weld all day and on the side I work on repairs and I have to get out of the mig mode and try to get in the stick welding mode. Takes me a few passes to get in a groove. Thanks again.
No problem. 7018 only need a straight run, or maybe a little side to side weave. Not forward and back. And I mig all day as well, so I feel your pain. Lol, Mick
Haven't had to weld in the vertical position for about 2 years now. I did not have a wire wheel handy so I had to use a regular claw hammer and wire brush . Any comments are welcome.