Stick Welding Tips, Certification tests, machines, projects

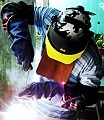
Hi I am new to this forum and thanks for taking a look at my pictures. I am practicing my 6g pipe welding and am having issues with my cap. I can't seem to get the stringers to flatten out smooth. The beads seem to crown out. My root and fill are going great but when it comes to the end it just seems to not flow right. I am using a miller master 200 and 3/32 7018 92amps 75 dig. Thanks any advice is greatly appreciated.also its a 6inch pipe sch 80
- Attachments
-
- IMG_2294.JPG (76.55 KiB) Viewed 2039 times
-
- IMG_2296.JPG (82.82 KiB) Viewed 2039 times
-
- IMG_2298.JPG (54.04 KiB) Viewed 2039 times
-
- IMG_2292.JPG (75.49 KiB) Viewed 2039 times
-
- IMG_2291.JPG (75.13 KiB) Viewed 2039 times
-
- IMG_2289.JPG (72.64 KiB) Viewed 2039 times
-
- IMG_2290.JPG (65.2 KiB) Viewed 2039 times
-
- IMG_2288.JPG (63.63 KiB) Viewed 2039 times


The individual beads do not seem too humped up (convex) however the valleys between the beads take away from the appearance.
Concentrate on bead placement during the cap. Forget about how many beads you are going to cap with. Try to maintain a smooth transition where the toes of each bead tie into top of the previous bead.
Below is a page with a sketch describing what I am speaking of. Even with beads a little humped up, stacking them tight can help.
[url]http://www.weldingdata.com/WeldCapProfile.htm[url]
Concentrate on bead placement during the cap. Forget about how many beads you are going to cap with. Try to maintain a smooth transition where the toes of each bead tie into top of the previous bead.
Below is a page with a sketch describing what I am speaking of. Even with beads a little humped up, stacking them tight can help.
[url]http://www.weldingdata.com/WeldCapProfile.htm[url]
Gerald Austin
If I didn't say it in the post- Have a great day !
Greeneville Tn
If I didn't say it in the post- Have a great day !
Greeneville Tn
wheresmejumper
- wheresmejumper
-
Guide

-
Posts:
-
Joined:Mon Jan 14, 2013 6:14 pm
-
Location:Ireland
A very slight weave or oscillation will flatten them,but overlap them a little more as said
Dancing with the blue lady

- Otto Nobedder
-
Weldmonger

-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
Lose the "dig" on the cap.
You don't need "amp correction" from the machine to make a slick cap. You need to weld it with no more than 10% dig, "zero" preferred, and control the arc with your arc length, or you will never get a smooth cap.
The dig control will fool you, and make you undercut when you think you have it right.
"Dig" is a great cheat for root and fill, but you pay for it if you use it to cap.
Steve S
You don't need "amp correction" from the machine to make a slick cap. You need to weld it with no more than 10% dig, "zero" preferred, and control the arc with your arc length, or you will never get a smooth cap.
The dig control will fool you, and make you undercut when you think you have it right.
"Dig" is a great cheat for root and fill, but you pay for it if you use it to cap.
Steve S
Maybe you are doing it a bit slow so you are building up those beads, try speeding up a bit your travel speed to get some flatter bead welds. Just my personal opinion !


Yeah, + 1 on Otto, loose the " dig " on the caps.
Yeah, + 1 on Otto, loose the " dig " on the caps.
weldingt wrote:The individual beads do not seem too humped up (convex) however the valleys between the beads take away from the appearance.
Concentrate on bead placement during the cap. Forget about how many beads you are going to cap with. Try to maintain a smooth transition where the toes of each bead tie into top of the previous bead.
Below is a page with a sketch describing what I am speaking of. Even with beads a little humped up, stacking them tight can help.
[url]http://www.weldingdata.com/WeldCapProfile.htm[url]
Thanks for answering
Thanks for the advice you helped a lotOtto Nobedder wrote:Lose the "dig" on the cap.
You don't need "amp correction" from the machine to make a slick cap. You need to weld it with no more than 10% dig, "zero" preferred, and control the arc with your arc length, or you will never get a smooth cap.
The dig control will fool you, and make you undercut when you think you have it right.
"Dig" is a great cheat for root and fill, but you pay for it if you use it to cap.
Steve S
Thanksroberts56 wrote:Maybe you are doing it a bit slow so you are building up those beads, try speeding up a bit your travel speed to get some flatter bead welds. Just my personal opinion !
Yeah, + 1 on Otto, loose the " dig " on the caps.
- Otto Nobedder
-
Weldmonger
-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
cdico,
Please share pics of your results, including what worked for you, and what didn't.
We learn from each others' experience.
Steve S
Please share pics of your results, including what worked for you, and what didn't.
We learn from each others' experience.
Steve S
I would turn off the dig, you dont need dig for 7018. Also after the first fill pass i would switch to 1/8 electrode, pull back your arc length and add a slight side to side wiggle with the tip of the rod to flatten out the bead, also you want to overlap your previous bead by half when stacking beads, you want the toe line of each pass to contact the crown of the last bead, a cover with 1/8 in 7018 on schedule 80 6 inch with 35 degree bevels should take 3-4 stacked beads
Return to “Stick Welding/Arc Welding - Shielded Metal Arc Welding”
Jump to
- Introductions & How to Use the Forum
- ↳ Welcome!
- ↳ Member Introductions
- ↳ How to Use the Forum
- ↳ Moderator Applications
- Welding Discussion
- ↳ Metal Cutting
- ↳ Tig Welding - Tig Welding Aluminum - Tig Welding Techniques - Aluminum Tig Welding
- ↳ Mig and Flux Core - gas metal arc welding & flux cored arc welding
- ↳ Stick Welding/Arc Welding - Shielded Metal Arc Welding
- ↳ Welding Forum General Shop Talk
- ↳ Welding Certification - Stick/Arc Welding, Tig Welding, Mig Welding Certification tests - Welding Tests of all kinds
- ↳ Welding Projects - Welding project Ideas - Welding project plans
- ↳ Product Reviews
- ↳ Fuel Gas Heating
- Welding Tips & Tricks
- ↳ Video Discussion
- ↳ Wish List
- Announcements & Feedback
- ↳ Forum News
- ↳ Suggestions, Feedback and Support
- Welding Marketplace
- ↳ Welding Jobs - Industrial Welding Jobs - Pipe Welding Jobs - Tig Welding Jobs
- ↳ Classifieds - Buy, Sell, Trade Used Welding Equipment
- Welding Resources
- ↳ Tradeshows, Seminars and Events
- ↳ The Welding Library
- ↳ Education Opportunities